On the right track
25 April 2017Identifying and keeping track of lifting equipment is crucial in order to conduct and record the many inspection protocols that are required by law. Sally Spencer reports
Regular inspections—from preuse inspections, to inspection/ maintenance regimes, to thorough examinations—are not just a way of avoiding the heavy consequences of equipment failure, they are also required by law.
In the UK and many other countries that don’t have their own lifting-specific legislation, the periodic thorough examination of lifting equipment by a competent person is a requirement of LOLER (Lifting Operations and Lifting Equipment Regulations). Other countries have different legal frameworks but the demand for a regular inspection programme is commonplace.
Under LOLER, lifting equipment for lifting people and accessories must typically be subject to a thorough examination every six months while it is in service. For all other lifting equipment, this period is extended to every 12 months.
“LOLER also requires that a written record is made and kept for each examination,” says Geoff Holden, chief executive of the Lifting Equipment Engineers Association (LEEA). “These need to be kept accessible and in good order to ensure that they are available if required by health and safety agencies.
“Over time it is likely that different personnel will undertake these thorough examinations. Having the records to hand will therefore inform and speed the process. Finally, ensuring that the records are readily available will make it far easier for the employer to identify when the next thorough examinations are due.”
Implementing these inspection programmes effectively clearly depends on the ability to keep track of individual pieces of equipment. For example, if an inspection identifies a defect that is likely to become a danger in four months but the next inspection isn’t due until six months, the equipment must be monitored and traced to the inspection report to ensure the fault is repaired in good time.
Asset tracking also enables the identification of individual pieces of equipment among multiple items of a similar type. This makes it easier to ensure the remedial action is carried out on the correct piece of equipment.
“Some products can fail due to a manufacturer error,” adds Holden. “This needs to be identified and traced back to the manufacturer’s batch, particularly if there is a product recall.
“Many items of lifting equipment require regular inspection and it is therefore vital that the status and location of the equipment is known so that it can be inspected and is not used without a current inspection report. This is also true for planned maintenance.” Rigging managers and inspectors employ a range of devices to enable them to keep track of equipment.
In some cases lifting equipment is cold-stamped to identify the date on which thorough examinations are undertaken and/ or are due. One drawback with this approach is that, on smaller items, space fills up quickly. Care also needs to be taken not to weaken the equipment.
Another option is colour-coded tags. These are clearly visible and avoid the potential risk of either damaging the equipment or running out of space for stamping dates.
Higher tech solutions such as bar codes and QR codes are other options and there is a growing use of RFID (radio frequency identification) tags. With RFID, engineers equipped with hand-held readers can immediately identify individual pieces of equipment on site and upload the data onto a central server or cloud-based system. Here it can be made readily available to stakeholders.
The LEEA says there is “ultimately no single correct answer to the challenge of ensuring all equipment is subject to a necessary programme of inspection, maintenance and thorough examination”. However, it is hard to ignore the potential efficiency and accuracy gains afforded by RFID tagging.
“RFID provides unique identification for assets that have serial numbers that wear off, snap off or that simply can’t be stamped with an ID,” says Tom Bamford, vicepresident of channel sales at InfoChip.
Other benefits include the ability to perform inventories and move assets quickly by scanning them in a batch and providing proof that the inspection actually took place on site and was not a case of ‘pencil whipping’ a report.
“RFID means mobile computing and this eliminates paper, saves input time and enables a smartphone GPS stamp for the last location,” adds Bamford.
Norway-based iTag Solutions is the European distributor for InfoChip and Ruben Johansen, chief executive officer, says that while many companies have systems for keeping track of assets, they find it time consuming to locate and update data and then to manually register the process.
In addition, says Johansen, manual processes increased the risk of errors, resulting in more time-consuming corrections and, in worst-case scenarios, scrapping of equipment.
“I have met companies that scrap assets worth tens of thousands of euros a year because of lost ID control,” he says. RFID may be readable where bar codes or QR codes may be impossible to scan after some time, Johansen adds.
Terry Allen, chairman of CoreRFID, agrees that the technology makes an inspector’s job easier.
“Inspectors have to identify pieces of equipment and obviously a simple description isn’t unique. They may have to find a serial number but doing that on a shackle that has been used in a construction or industrial environment is going to be difficult. It may also require cleaning before it can be read.
“If there is an RFID tag the inspector can simply point the reader at it and the unit is automatically identified. From that the engineer can retrieve information on the inspection that is necessary and then enter data when he has carried it out.”
One RFID user that can attest to the benefits of this type of asset tracking is Sparrows Group, a global supplier of lifting equipment for offshore operations.
The company has recently added RFID tagging to its rigging lofts. This can be used in place of, or alongside, the traditional T-card method of identifying equipment. “The [previous] process was entirely manual and each item had to be visually identified and allocated for processing to jobs,” says Kenny Wright, global head of lifting equipment at Sparrows Group.
“The main benefit [of switching] is the reduction in manual handling and the time spent identifying plant. Items can be identified using a reader, without the need to pick up or visually find information,” he says. All Sparrows’ equipment is tagged and the RFID tags have a glass backing to eliminate any signal issues from attachment to metal.
“On some plant we attach the tags by creating a small recess in a suitable location on the equipment and secure the tag within this with resin. On others we use a cable tie, which is fitted with an RFID tag,” says Wright. “The tags we currently use are attached after the equipment is manufactured but as time passes we will look to our suppliers to provide the equipment already tagged,” he adds.
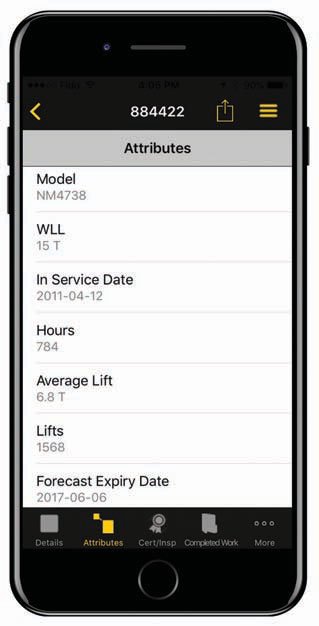
In Sparrows’ case, the RFID tag takes information on utilisation and relays it back to the equipment inventory control card. “In our operation this is done by scanning the plant information on to a tablet via a traditional reader and having the tablet automatically update the appropriate desktop using a remote app,” says Wright. “We can supply these as part of our service package.”
Information is cloud stored and accessed via either desktop computer or remote tablet app. The data can only be updated by Sparrows, although read-only access is available to its client base via a passwordcontrolled portal.
“The tag is capable of recording issue and return,” says Wright. “We are always looking for ways to refine and improve our products and as part of this we are currently developing our software to enable an on-the-job movement history that can be downloaded at the end of each rotation. This will give clients the opportunity to consider inventory volumes.”
One of CoreRFID’s customers is Hire Station, part of the VP group of companies. Hire Station has nearly 100 trading centres and hires a complete range of tools and lifting equipment to trade and DIY users for short and longer-term periods. It operates both locally and nationally throughout mainland UK.
“With many thousands of items in our hire fleet it is important to be able to track individual items quickly and easily,” says John Rawlings, sales director, lifting at VP Hire Station.
“We started to use RFID on our own hire fleet about two years ago,” says Rawlings, adding that before that the company had used “an old, tried and tested method of marking the fleet in various different ways”.
“RFID technology has wide ranging benefits, not only for stock control and traceability but also to facilitate legislative inspection requirements,” says Rawlings. “It is for our benefit on our hire fleet but also for our customers’ own fleet inspection schedule management.
“In some instances for the management of lifting product inspections the end user would need to access the technology and in these cases we supply the full service, including the reader and any necessary training.”
While Hire Station uses a variety of different CoreRFID tags, the predominant one is the tag attached by cable tie, as this suits the company’s loose lifting products. Hire Station also bar codes its assets.
The data stored on RFID tags is usually confined to straightforward identification. “You can store a hundred characters or so on some of the chips but we recommend a lesser number that simply gives a unique relationship between the identification of the equipment being inspected and the handheld reader, which then pulls information through to the engineer,” says Allen.
Bamford agrees that having too much information on a chip is “a safety hazard” and is not recommended, as errors cannot be easily updated.
“The unique chip ID scans into the software application and then presents the asset profile, history, pictures and more,” he says. iTag Solutions also recommends linking the RFID to the asset documentation held on the computer rather than writing data to the chip. Storing data on the chip is possible, depending on the memory size, but is limited to a smaller number of characters and, if the tag is lost, or fails and there is no computer back-up, then the whole tracking process breaks down.
InfoChip’s RFID options include HF and UHF variants and the company says it has made “big leaps” in the chip read range and pricing over the last two years. The company has also “greatly reduced” the size of the chips, enabling smaller assets to include RFID.
“UHF has a substantially greater read range—up to 30 feet for larger hang tags,” says Bamford. “In the past the HF chips performed better on metal and were more affordable. However, we have engineered the [UHF] tags to utilise metal to boost the read range and have dropped the price to comparable levels.
“The oil and gas industry has standardised on the UHF RFID tags,” says Bamford. “We carry both lines but strongly recommend the benefits of UHF.”
Johansen at iTag Solutions says that the HF chips can be scanned using an NFC reader— Android devices, not IOS—and that this can reduce the entry cost. However, he added that working environment conditions might push users to go for the UHF rather than for the HF, which has proximity read range.
“With the UHF you can also do multiscanning,” says Johansen. “You can scan 100-plus assets in front of you in one or two seconds and upload the data on all of them.” Much of the recent product development in the RFID field has been made on the hand-held scanners—RFID readers can be included on smartphones and tablets, for example.
“When we first started out, intelligent scanners depended on Windows mobile technology,” says Terry Allen at CoreRFID. “That meant the engineer had to have some sort of mobile device for their general work, plus they had a mobile device for doing inspections.
“Today, scanners can be Windows, Apple IOS or Android devices, so engineers can now use a hand-held, tablet or smartphone, depending on their job and they carry just one device. Our CheckedOK software system is now available on all of these,” says Allen. Having said that, even tablets can be difficult to manoeuvre in tight spaces, so CoreRFID has also made a very small Bluetooth device available.
“This reads the ID on the tag and then communicates with the tablet, which automatically retrieves the data,” says Allen. Being able to carry just one RFID-reading device and the wider range of devices also has cost implications, adds Allen. “In the past we were selling readers for upwards of £600 but now you can get a really good handheld device for £200.”
InfoChip also offers a variety of readers, including Bluetooth-enabled units that pair with smartphones, tablets and PCs. Some of its readers are ATEX approved for use in explosion risk zones. “Our experience is that tablets and smartphones are taking over [from traditional readers],” says Johansen at iTag Solutions. “Bluetooth readers are also coming in more. We have Bluetooth readers with multiple mount options, meaning you can attach your iPhone or Samsung direct onto the Bluetooth reader for a ‘one reader device’,” he says.
Developments are also being made in the way data is stored.
InfoChip’s eQuip Total cloud-based system has just been upgraded to the company’s version 10 software platform TESSALink. The company is “very excited” about the launch, says Bamford.
“The data can be entered via smartphone, tablet or PC and then synchronised to the cloud for online viewing,” he says. “It is typical for multiple parties in the asset ecosystem to interact with the data, including manufacturers (for basic product description and documents), distributors and testing companies (for pull tests and repairs) and the customer and third party inspectors for visual safety checks and inventory.
“These permissions are maintained by the ecosystem tenants based on license rights and asset ownership,” continues Bamford. “For example, a manufacturer may wish to share information about thousands of assets while the customer selects which parties have access to edit.
“This new platform is highly customisable, enabling users to view data in their own format, language and customised reporting. It will also enable big data scaleability. We can upload sensor readings for load strain from a variety of rigging and then analyse the performance with our Business Intelligence module. This drives predictive maintenance, performance comparisons and other forecasting.”
Information on CoreRFID’s tags is “captured” by the company’s CheckedOK software platform, which is on both the hand-held reader and the host storage system.
The process begins at the office administration base where CheckedOK is used to select clients and locations for engineers to inspect. Jobs are assigned to an engineer who downloads the details of each job’s requirements onto his hand-held computer or tablet.
Once on site, the engineer sees a “to-do” list of equipment to inspect. He identifies each asset by reading the tag and the ID calls up the inspection tasks for that particular item. When the inspection is finished, the engineer certifies the data to be correct and the system uploads the information wirelessly to a hosted cloud database.
Once there it is protected by traditional login security procedures.
“Sometimes the engineer will have his own RFID chip, on his badge or somewhere similar, and he can identify himself through an RFID reader,” says Allen. “But typically access is through a user ID and password.” Information on inspection activities can be viewed immediately and reports and certificates can be printed. Asset owners can see details of their equipment through their own web portal.
CheckedOK is now on its fifth generation, says Allen, who added that recent product developments included making the system more user friendly.
“We’ve really thought about what inspectors need to do and some of the difficulties they face,” says Allen. “For example, we’ve incorporated drop down menus requiring just one click rather than the engineer having to tap into a keyboard, which can be cumbersome.
“We also put as much information as we can on the hand-held readers so that they don’t have to keep trying to access the host database. That way, when an engineer is out of network coverage the system keeps working and the reader can transmit the information once it’s back within range.”
The lifting sector has been a little slow in adopting RFID tagging but demand is picking up. iTag Solutions, for example, reported that in the first quarter of this year it had already received orders valued to approximately 70% of 2016’s business. “Many of the companies we deal with operate rental assets,” says Johansen. “Here RFID is a strong tool for easy access to asset status, documentation and updating. Demand is growing and within the oil and gas and lifting sectors more and more people understand the opportunities with this technology.”