Keep on running
22 November 2019Maintenance is an essential for safe operation of hoists. Julian Champkin looks at requirements and methods.
Hoists need maintenance. Quite apart from the disruption to productivity that occurs if a hoist breaks down, any machine that is lifting loads has to be safe. Regulations demand it. An essential part of maintenance is testing. In the UK, LOLER is the relevant regulatory regime.
“There is a legal obligation under LOLER to examine the whole hoist at least every 12 months, or every six months if it is carrying people,” says Barry Mordue, director of wire rope specialists Tensology. “The inspection must include everything: all of the hoist, the brake, hook, motor, the works. It must be a through examination done by a competent person. If he sees some thing that causes him concern he can fail the hoist, or he can reduce the period to the next mandatory examination.”
In the US, different states have different requirements, especially about the intervals allowed between tests. The tests themselves, however, are in practice more standardised. Jim Jota, marketing manager of Water Weights explains:
“Periodicity of load testing does depend on specific state requirements. However, OSHA, at least in the US, is the entity that everyone follows. OSHA requires rated load tests for new and altered cranes. Checks must be carried out by a qualified engineer or the equipment manufacturer; and the functions to be tested include hoisting and lowering, trolley travel, bridge travel, limit switches, and locking and safety devices.
“For example, the trip setting of hoist limit switches must be determined by tests with an empty hook travelling in increasing speeds up to the maximum speed. The actuating mechanism of the limit switch must be located so that it will trip the switch, under all conditions, in sufficient time to prevent contact of the hook or hook block with any part of the trolley.
“In addition, hoists need a rated load test. In OSHA’s words, ‘Test loads shall not be more than 125% of the rated load unless otherwise recommended by the manufacturer. The test reports shall be placed on file where readily available to appointed personnel.”
That having been said—on smaller hoists at least—maintenance is less demanding now than it used to be. “Our range of electric hoists has been designed not to need too much maintenance,” says Hunter Golden, product manager at Ingersoll Rand. “Key to reducing maintenance is to operate the hoist within its designed window and duty cycle.”
There are some obvious things that you should do, for all hoist and lifting equipment:
“Check the chain and hook for wear and tear,” he says. “On a small hoist you can usually do that visually. The chain will need lubricating periodically. How often that will need to be done depends on the duty cycle, the environment it is working in, and the application it is used for. A more corrosive environment of course will need more frequent lubrications. But our chains now have magnesium phosphate coatings which makes them more corrosion resistant. It also makes them able to run with less lubricant and still function.”
Ingersoll Rand’s ELK series range from 1/8t to 2t capacities and is a modular design. “The modularity gives an advantage where maintenance is concerned,” says Golden. “Our three series of electric hoists all have the same basic design. The components are bigger for the higher capacity machines but the designs are essentially the same. So if you can maintain the small-capacity hoists, you can maintain the large capacity ones as well.
“They can be serviced in situ. We give full guidance in our literature; a competent mechanic can do it. The cover has been designed to be easy to remove. That gives access for maintenance to the pocket wheel and brake at one end of the hoist, and to the motor at the other.
“Perhaps the biggest benefit of modularity is in the gearbox. It is permanently lubricated and encapsulated, so there is no need for the user to worry about it.” This, he says, is an Ingersoll Rand selling-point: “Sealed-unit gearboxes are not usually seen in this sector.
“Another advantage is that if it should need replacing, perhaps after particularly demanding usage, you just put in a new gearbox. This makes the gearbox in effect maintenance-free.
“An innovation is that all the shafts are polygonal rather than round, which makes removing pocket wheels incredibly easy. They just slide along it, and don’t need any extra fixings to make them turn with the shaft. “
Such items as bearings remain fairly traditional in this sector. “There is no great change in them. They are sealed for life, and there is generally no need to replace them.” And he reiterates that the most important way to reduce maintenance costs is to treat the hoist well. “Make sure it’s operated within its H4 duty cycle. That is a particularly strong one.” H4, in the US Hoist Manufacturers Institute/American Society of Mechanical Engineers classification, is for high volume of heavy loads, frequently close to the rated capacity, with restrictions on frequency of starts and running times. “If you exceed that it will definitely impact on longevity of the product.
“Our winches are IP65 protected, which means they are dustproof and water resistant. That of course increases safety and lifespan: you will not get grit wearing down the gear teeth.”
Chains are a vital component. “There are guidelines to examining the chain, to check if it is in proper condition. ASME B 30.16 is the code to work to, and it tells you also how to inspect them. And of course we give guidance in the product manual.
“Another component to regularly check is the load hook. The latches on ours are not of sheet metal, which can bend and distort over time; instead they are diecast, which makes them good for the long haul.”
New materials, such as the manganese phosphate chain coatings mentioned above, have helped ease maintenance burdens. Other new materials, though, are less used in this sector. “The strength of metals is well-known and well-defined now,” he says. “Composites can lead to unknown territory.” The reliable workhorse that with regular maintenance goes on forever would seem to be made of metal.
Which is not to reject new technology. Digitalisation has greatly assisted in routine maintenance—mainly by giving warning of when servicing is due, and by sensing wear and tear in components and warning of it.
“We have an option for a cycle count device, which also records the number of hours of operation. The device has optional intelligence built in that monitors the core winding temperature of the motor, to tell you if it is overheating,” says Golden. “Those options are very popular in the rental environment. People hiring out their equipment want to know how much it has been used or abused.”
On larger-capacity hoists digital maintenance-aids go further. “One of the cornerstones of Industry 4.0 is predictive maintenance,” says Heike Metzger, marketing manager at Stahl CraneSystems. “In predictive maintenance the wear of individual parts can be calculated better, with the help of data collected on a system. This means that failures can be prevented with selective maintenance measures.”
Thus Stahl’s SMC multicontroller and remote condition monitoring system records the complete operating data of a hoist. As well as the total operating hours it monitors brakes, records speeds and load spectrum and full load hours, and calculates from that data the remaining service life. The data is transmitted wirelessly to a global server via a GSM connection; Stahl’s ConFig tool allows the data to be read out and evaluated on a computer. Authorised persons can then access the data worldwide and in real time.
Similarly, the crane management system from CMS supervises and collects crane status data continually, and helps report and analyse the cause of a fault or alarm. “This rationalises maintenance and management by preventive maintenance,” they say.
In larger hoists chains are replaced by wire rope. Its condition is absolutely critical. “The rope of course is part of the LOLER examination,” says Tensology’s Mordue, “and ISO 4309 is the relevant standard that covers how the rope must be inspected. It has tables that cover such things as the number of allowable broken wires, and gives guidance on when to change the rope.
“It applies to all kinds of cranes and hoists, and all kinds of industries, from big industries working offshore down to small workshops and garages. And it has changed recently. There had been a series of incidents that were worrying, so since 2017 the standard has included mandatory magnetic testing of wire ropes.
“It specifies magnetic testing because there is no other way that you can tell what is happening inside a rope. Visual inspection alone is now deemed unsatisfactory.”
A ‘competent person’ is required to perform the test. “A competent person is ‘someone who has theoretical knowledge and practical experience,” he says. “A lot of companies won’t have one; they can call in someone like ourselves. And wire is a somewhat specialised area, so an otherwise experienced engineer may not feel he has the competence. Sometimes an insurance company may send an inspector, or may ask for a second opinion.
“A few large companies, who run dozens of overhead hoists, may have their own magnetic testing equipment and do their own testing; Toyota at Derby is an example. But most companies call in someone from outside.” Specialised equipment and expertise is required; which is one of the services offered by companies such as Tensology.
“We cover wire rope in everything from 6mm to 175mm diameter, which is the size used for the biggest offshore lifts. Equipment inspection is predominantly visual, for the outside of the rope, plus magnetic testing for the inside. An electronic readout will tell you about such things as corrosion and the number of broken or out-of-position strands.”
The rope check does not take long. “The display reads out as quickly as the hoist can feed the rope through the machine.” Even so, he says, a lot of people don’t do it. “If anything bad did happen, they may well find themselves liable for any injuries or damage that followed. They would have to put a very good reason before a judge to explain why they had not followed the inspection regime.”
As with other parts of the hoist, the best way to maintain a rope and to extend its life is not to mistreat it. “A rope could last 20 years—I have seen many that have—or it could last three months. It depends on the duty it has performed, and importantly on its being the right specification rope for the job. Sometimes ropes are replaced with an incorrect specification, in which case they can go quite quickly.
“Bending round sheaves imposes extra tensile forces. Working 24/7 with no rest periods will also accelerate wear. So also if the rope performs exactly the same lift time and again: in those cases the same part of the rope is bending round the same sheaves time and again without respite; and that leads to much quicker wear.”
Moving up the capacity scale again, load tests are a requirement; and for a large crane or hoist, that may well need outside assistance. Finding a large load of certified weight with which to test the strength of your rope, and transporting such a load to your hoist, can present problems. “There are significant responsibilities that come with owning your own set of test weights,” says Jim Jota of Water Weights. “Proof load testing has to be in a ‘controlled environment’ allowing for any instances associated with failure of the equipment under test. So, it is vital that the test medium or weights are highly accurate, well maintained, and within compliance of any government or company requirements for testing.
“Having said that, we have seen test weights out there that have chipped concrete edges, visible corrosion and obviously welded-on modifications to the metal. Very often the most that people have to go on is a stamped or spray-painted weight on the side of the supposedly-accurate test weight, and they have to accept that it is good. That is scary to say the least.
“That is why, while we offer sale, rental, or full turnkey service for load testing, the majority of our work is either rental or turnkey. In a litigious society like the US, customers prefer that we assume all the liabilities associated with the testing.”
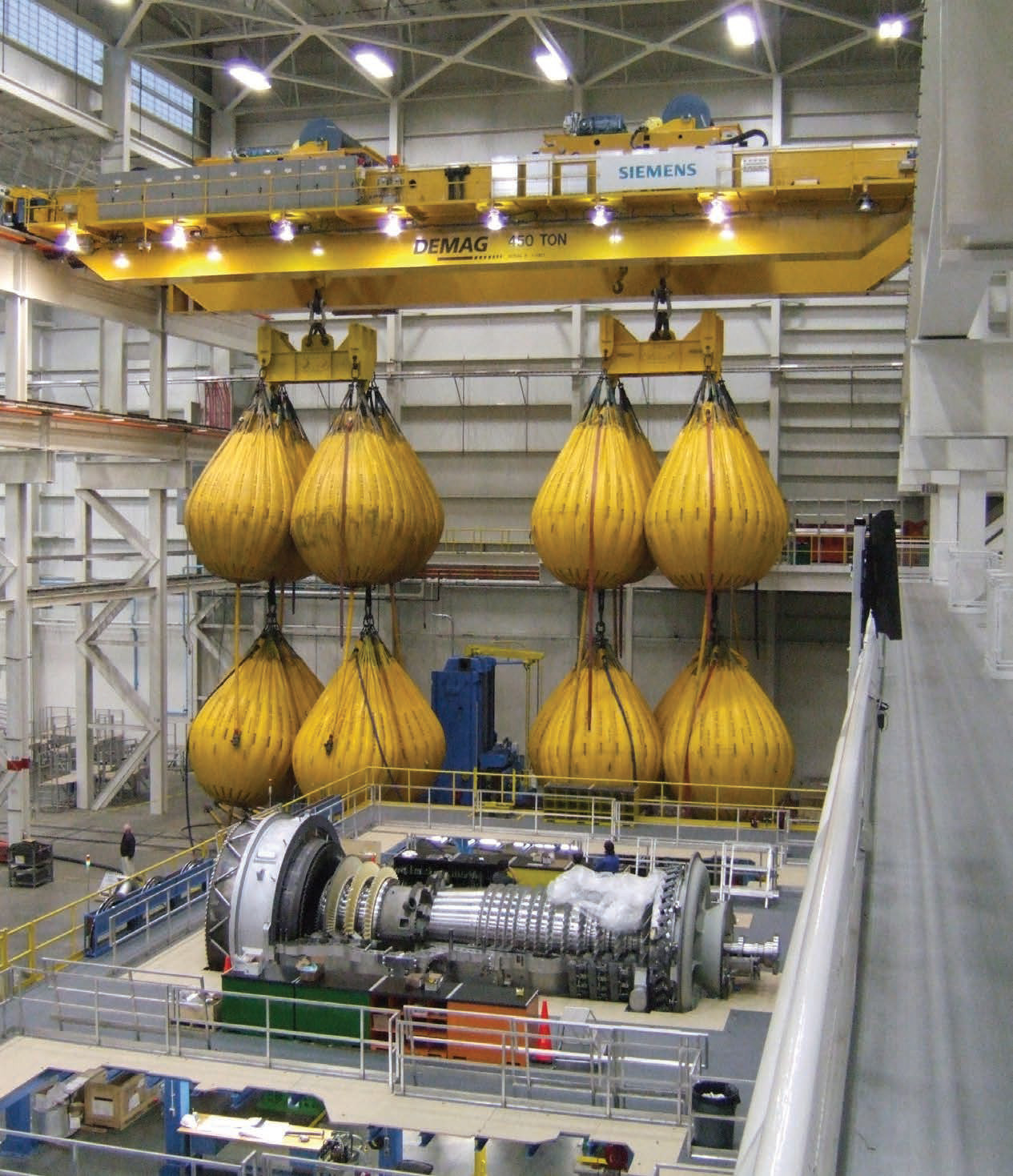
As the name suggests, the key to Water Weights’ services is a series of strong bags filled on-site with known amounts of water, whose weight can be accurately calculated. “Water Weights actually come in during the proof load testing requirements,” he says. “Our sizes range from as small as 50kg all the way to 110t. The bags can then be hung in multiples to achieve a wide variety of loads all the way thousands of tonnes.
“With our water weights, you get the exact weight requirement by use of a load cell with indicator, or a flow track meter for measuring the amount of water. Using load cells we can provide a class accuracy of +/-1%. Flowmeters give accuracies to within +/-2%.
“In fact we’ve found through the years that the gradual application of the load using bags is essential to achieving a controlled test environment as most problems or failures occur on the lifting equipment way before the full proof load is achieved. In those cases testing can be stopped and the problems mitigated and fixed before full proof load is swung through the entire testing criteria.”
The suspended bags are not fullyfilled to the brim to achieve the proof load. “This is why they are only used with a load measuring device. There is extra capacity at the top to displace the water in case there is a failure of the hoist to hold the load and the brake slips. In some facilities, especially ones conscious of any water spillage like powerplants, we bring containment bags during testing. They are placed under the testing equipment to catch minimal water spillage should the lifting equipment fail to hold the load.
“Water disposal after testing is achieved by channelling the water through supplied valves, manifold systems, and pumps either to return the water to its source like ponds, tanks, or reservoirs or to storm drain. It is done in a controlled manner so as not to disturb ecosystems, bottom silt, or even bacteria in storm drain pipes.”
One reason for using Water Weights, he says, is that the weight of the bags and load cells combined add up to only 1.5% of the rated test-load; so transporting them to your site and the associated manpower is very much less costly. “A typical 100t test performed with conventional weights would take five tractor-trailer loads and five men on site; with Water Weights it would need one pickup truck and two men on site.” An example of their flexibility is a recent 315t load test of an overhead bridge crane, carried out inside the turbine bay of a hydroelectric power plant in Georgia.
The overall message remains: maintenance will be easier, less costly, and more efficient if you treat your hoist with care and respect its limits of performance. Kindness, it seems, brings its own rewards.