Picking up the pieces
8 November 2013Hoist manufacturers have a major part to play in the food and pharmaceutical manufacturingprocess. Ever-changing industry regulations and strong demand from end users is driving investment in this machinery, finds Tim Sheahan.
The fields of food production and pharmaceutical cleanrooms have been increasingly targeted by hoist manufacturers in recent years. Overhead lifting equipment has been pitched as cleaner, often more efficient alternatives to machines such as forklifts, while a constant requirement for these products these environment process has resulted in steady, often growing demand for this technology.
"Sales are driven in the food and pharmaceutical sectors because both markets have long-term sustainability. To put it simply, people have to eat and people get sick so there will always be that demand," says Matt Downing, the director of sales and marketing at The David Round Company, which has poured significant investment into these areas in recent years.
Stringent demands A focal point for the company's production in this sector is its new manufacturing facility that is solely dedicated to the surface quality of its stainless steel jib crane products. An inhouse metal treatment centre provides a glass bead finish for the structural components of clean room jib cranes made by the company. According to David Round, these smoother, more hygienic surfaces are "free of weld scars" and other imperfections, which helps distinguish them from cranes with conventional mill finishes.
"This advancement in surface quality is just the latest in a series of design innovations that has advanced the state-of-the-art in pharmaceutical and food processing material handling," Downing said at the time. "We've listened closely to our customers in the pharmaceutical and food industries, and have responded with a superior surface finish for clean room use."
In addition, last year launched the new line of allstainless articulating jib cranes that are pitched for customers in the field of pharmaceutical manufacturing. The cranes are designed for operators lifting bulk bags or other materials in cleanroom environments up to maximum weight of 1,000 lbs. "The articulating stainless steel jib crane with an enclosed wire rope hoist is a logical extension of David Round's line of stainless steel lifting equipment," he explains. "The pharmaceutical manufacturing industry has come to rely on us for hoists, cranes and winches that meet the rigorous requirements for clean room applications." According to the company, the jib cranes feature fully enclosed mechanical components such as a wire rope hoist, gearbox and motor drum while lift height and boom configurations can be specified to meet exacting customer specifications.
Market growth
Downing attributes the driving force behind many customer investments in pharmaceutical sectors as the need for cleanliness in such environments and importantly, the growing demand for stainless steel systems.
He says: "Quality and safety managers are mandating the construction of all stainless being required as opposed to it being merely preferred,"
"It is driven by quality and safety managers, and project engineers, making the decision to specification and purchase, as opposed simply buying the cheapest equipment out there regardless of cleanliness."
In terms of market growth, The David Round Company has experienced a number of influencing factors dictating the group's expansion.
"The vast majority of the sales come from US-based pharmaceutical and food companies since we are a US-based manufacturer. We do have an international presence with larger pharmaceutical and food processors where overseas offering cannot match our quality or meet specified requirements," he explains.
Downing adds: "The specifics of project are proprietary to each customer naturally, but we have a presence of our products with companies such as Merck, Pfizer, Glaxo SmithKline, Boehringer Ingelheim, and Johnson and Johnson to name a few in the Pharmaceutical Industry.
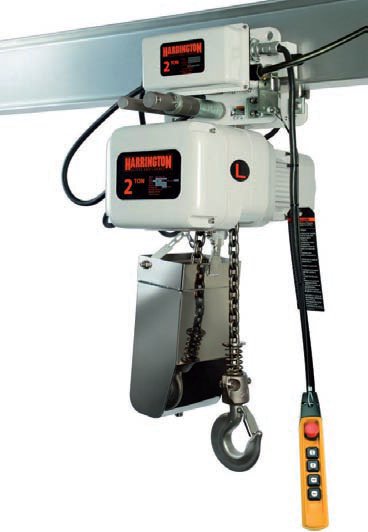
"In the Food Industry, Nestle, General Mills, Campbell Soup, Kraft, Nabisco, Heinz and many others have our products currently in use in various facilities in the US and internationally. Our Stainless Steel product line has shown growth most every year since we started manufacturing stainless steel material handling equipment 12 years ago. 2013 has been similar as 2012, and 2011, which is to say doing very well in these markets." Modern age: Food production and Elsewhere, other companies specialising in this field is Harrington Hoists, which recently updated its line of food grade electric chain hoists with the new NER-FG series of products. These hoists are available in a range of capacities that start from ¼ tonne up to a maximum of two tonnes. These hoists are offered as a standard single speed as well as an under the cover, variable frequency drive dual speed specification.
According to the manufacturer, these food grade hoists can be paired with the firm's range of trolleys, either push, geared or motorized variants, in environments where any incidental contact with the product in question is strictly off-limits.
Food grade hoists
The new NER-FG food grade hoists incorporate all of the features found in the company's standard N/ER three phase electric chain hoists. This includes the manufacturer's smart brake technology known as 'The Guardian', which is claimed to be a failsafe maintenance-free brake that has a 10-year warranty. Also featured is an extreme duty 60-minute rated motor and a fully-sealed hoist body that is said to be suitable for both indoor and outdoor applications.
In addition, the hoists include standard features such as white epoxy paint for hoists, trolleys, hooks as well as suspenders, nickel-plated load chain, canvas chain container, food grade lubricants in compliance with FDA standards. The manufacturer also outlines that the series can be specified to adhere to specific requirements such as a stainless steel bottom hook, stainless steel trolley wheels, stainless steel side guide rollers, nickel-plated shaft and suspender, stainless steel or plastic chain container. For Ingersoll Rand, hoists have played a major role in the group's product offering for many years. The firm offers a range of chain hoists with capacities ranging from 1/8 through 100 tons. These are designed for companies using food grade applications as well as for those operating in challenging environments such as mines, shipyards, power plants, cement plants, refineries and onshore and offshore drilling and production platforms.
Driving force
According to David Puck, global leader of material handling products at Ingersoll Rand, increasing regulatory requirements and customer expectations on food quality and pharmaceutical purity have been the key drivers behind customer investments in these markets.
"These factors cause companies to constantly evaluate their manufacturing processes and equipment, including hoists, more carefully. These handling systems cannot permit any paint, dust, oil, shavings or any other foreign particulate to fall from overhead into the product and require regular wash downs to ensure cleanliness is maintained," he explains. "Lifting equipment can rust or corrode and the need to lift raw product in sensitive areas where contamination is a concern often results in hoist system replacements specifically designed for sterile environments."
A key component of Ingersoll Rand's offering to the food sector is its MLK food grade hoist. These hoists are rated as HMI duty classification A5, severe duty and are also ideal for operating in what are considered harsh environments such as steel mills, foundries and electroplating operations.
And for Puck, the ever-increasing visibility, press coverage, and recall expense resulting from bacteria or contaminants found in food and pharmaceutical processes has increased the sensitivity in these sectors. And as a result, expects demand for such products to continue.